技術コラム
射出成形の不良一覧とその対策方法
今回は、射出成形での不良とその対策方法について解説します。プラスチック金型 修理・メンテナンスナビは、プラスチック金型の設計、製作、修理、メンテナンスまで一貫対応する、プラスチック金型のスペシャリストです。
今回は、射出成形における成形不良の種類やその対策方法について、金型設計、製作の視点で解説を行います。
成形不良とは
成形不良とは、製品が望ましい形状や機能性を得ることができず、不良や不具合が発生することを指します。
特に射出成形においては、製品表面の欠陥や割れ、歪み、収縮、気泡が発生することなどが成形不良として挙げられます。これらの成形不良は、材料の性質や品質、成形条件、金型の設計や状態、機械の調整など、さまざまな要因によって引き起こされます。

成形不良一覧
それでは、実際の成形不良について解説していきます。成形不良一覧について、簡単に表でまとめておりますので、まずはこちらをご覧ください。
| 成形不良 | 概要 |
| ヒケ | 成形品の表面のへこみ、ムラなどの外観不良 |
| ソリ | 成形品を離型した際に発生する、そったり、ねじれたりなどの成形品の変形 |
| ショートショット | 溶融樹脂が金型の隅々まで行きわたらず、成形品の一部が欠けてしまう不良 |
| バリ | 溶融樹脂が金型からはみ出したような状態で固化してしまう不良 |
| ウェルドライン | 溶融樹脂が合流し固化した際に、線状の模様が発生する外観不良 |
| フローマーク | ゲート中心に渦巻状の縞模様が発生する外観不良 |
| ジェッティング | 溶融樹脂が流入する際、勢いよく飛び出し、溶け合わず固化する不良 |
| シルバーストリーク | 成形品の表面に樹脂が流れる方向に合わせて銀白状の筋が残る不良 |
| ボイド | 成形品の内部に空気の泡が発生する不良 |
・ヒケ
ヒケとは、成形品の表面にへこみ、ムラができてしまう不良のことです。ヒケは成形不良の中でも最も良く起こる問題です。
ヒケが発生するメカニズムですが、溶融樹脂が固化する際に、表面と内部の温度差(内部は熱いまま、表面から固化すること)によって生じる場合が多いです。その他、裏面にリブがある場合、その表面でヒケが発生する場合もあります。
・ソリ
ソリとは、成形品を離型した際に製品がそったり、ねじれたりなど変形してしまう不良のことです。ソリは、溶融樹脂が金型内部の温度差によって、流動速度が変化することで、成形品の収縮度に違いが発生することが原因とされています。
そのような状態になることで、成形品の内部に残留応力が残ってしまうことで、離型時に拘束力がなくなることで、離型後に、変形が生じてしまいます。
・ショートショット
ショートショットは、溶融樹脂が金型の隅々まで行きわたらない状態で冷却、固化してしまい、成形品の一部が欠けてしまう不良のことです。基本的にゲートから遠いところに位置している箇所が欠けてしまいます。
・バリ
バリとは、キャビコアの合わせ面(パーティングライン)や入れ子、エジェクタピンの取り付け部の隙間などに溶融樹脂が流れ込み、成形品に余り部分が出た状態(金型からはみ出したような状態)で固化してしまう不良のことです。
・ウェルドライン
ウェルドラインとは、金型内部の流動している溶融樹脂が、分かれて流動した先で合流し固化した際に、線状の模様が発生してしまう不良のことです。
線状の模様が出てしまうため、外観の面でも問題がありますが、それだけでなくウェルドラインに沿って割れやすいといった、品質も懸念される不良の一つです。
・フローマーク
フローマークとは、ゲート中心に渦巻状の縞模様が発生する不良のことです。ゲート内で溶融樹脂が冷えてしまい、流動性が下がることで、一定のスピードで流れていかないことが原因として挙げられます。
・ジェッティング
ジェッティングは、金型内に溶融樹脂が流入する際に、ゲートから勢いよく飛び出してしまうことで、溶融樹脂が線形のまま固化し、後から流入した溶融樹脂と溶け合わないといった外観不良のことです。
・シルバーストリーク
シルバーストリークとは、成形品の表面に樹脂が流れる方向に合わせて銀白状の筋が残ってしまう外観不良のことを指します。溶融樹脂内部に発生したガス(空気)が金型内で引き伸ばされることで発生します。
・ボイド
ボイドは、成形品の内部に空気の泡が発生する不良のことです。外観に影響があるだけでなく、成形品の強度低下など品質にも関連する不良です。
各種成形不良の対策方法
次に、上記で紹介した各種成形不良の対策方法をご紹介します。
・ヒケ の対策方法
ヒケの対策方法としては、射出圧力を上げ、溶融樹脂と金型の温度を下げることが挙げられます。また、必要最小限の融解温度と十分な圧力で手早く成形することも大事です。
その他、金型目線での対策としては、金型内部の充填圧力を上げる為に、ゲートやランナー形状を最適化することなどが挙げられます。また、ヒケ発生箇所に肉盗みを設置し、製品肉厚を均等にすることも有効な対策です。
・ソリ の対策方法
射出速度を下げ、冷却時間を長くすることで、材料の流れに差がないようにすることが重要です。ただし、冷却時間を変えると収縮率が変わるため、成形品の寸法が変化しないように調整を行う必要があります。また、キャビティ面を磨くことで摩擦を減らすことも有効な対策です。
・ショートショット の対策方法
射出している溶融樹脂がそもそも足りていないこともありますが、最も一般的な原因としては、射出速度や圧力の問題が挙げられます。
射出速度が速すぎると、金型の内部で空気が抜けきらないうちに固化が始まってしまいますし、遅すぎる場合には、金型内ですみずみまで溶融樹脂が行きわたる前に固化が始まってしまいます。
対策としては、射出圧力を上げる、必要があればガス抜きやエア抜きを行うなどが挙げられます。
金型目線での対策としては、金型内部の充填圧力を上げる為に、ゲートやランナー形状を最適化するなどが対策としては有効です。
・バリ の対策方法
バリの発生の対策としては、まずバリが生じている箇所の金型全体、金型部品に問題がないか確認する必要があります。金型も消耗、劣化するものですので、そもそも隙間ができている場合には、隙間がなくなるように金型を修理、メンテナンスする必要があります。
その他、溶融樹脂を射出する際に、射出圧力が高すぎる、あるいは型締め力が弱すぎる場合も原因として考えられます。射出圧力の問題は調整を行うことで解決しますが、型締め力については、均等に力がかかるように、金型を修正する場合もあります。
・ウェルドライン の対策方法
上記のように、溶融樹脂が流れる先で合流した際に、完全に溶け合わないことが原因として挙げられます。そのため、対策方法としては、金型や材料の温度を上げ、流動速度を上げることで、溶融樹脂の温度が高いうちに、金型内部のすみずみまで行きわたらせるという方法が挙げられます。
その他、ゲート位置を変更、増加するなどの対策方法も有効です。
・フローマーク の対策方法
溶融樹脂が一定の速度で流れるように、樹脂の温度を上げると同時に金型内部の温度を上げること、また射出速度を上げると同時に射出圧力を高めることなどが対策方法として挙げられます。
・ジェッティング の対策方法
溶融樹脂の温度が低いと粘性が高くなるため、ジェッティングが発生しやすくなります。そのため、溶融樹脂の温度や金型の温度を上げることは対策方法として有効です。また、ゲートの位置を工夫することで、ジェッティングを予防することができます。
・シルバーストリーク の対策方法
シルバーストリークの原因である気泡を予防するためには、材料の樹脂をしっかりと乾燥させる必要があります。また、ガス抜きを行うことも有効ですので、金型内において適切な箇所にガス抜き構造を組み込むことが重要です。
・ボイド の対策方法
ボイドは、成形表面と成形品の中心部の冷却速度差が異なることが原因として挙げられます。そのため、溶融樹脂や金型の温度を上げる、スプルーを太くすることで中心部まで溶融樹脂が流れ込むスピードを速くするなどの対策方法が挙げられます。
プラスチック金型 修理・メンテナンスナビでは金型の修理・メンテナンスはもちろん、リバースエンジニアリングにも対応!
プラスチック金型 修理・メンテナンスナビは、プラスチック金型における修理・メンテナンスの実績を数多く保有しております。
修理を行う上で、お客様のお困り事に対して的確に対処し、不良率の低下や金型の長寿命化を実現することで安定した生産をサポートいたします。
バリ、かじり、ガス焼け、ヒケ、ショートショット、ボイド、その他入れ子やエジェクタピンなど金型部品の摩耗・損傷など、様々な金型トラブル・成形トラブルに対する解決ノウハウを豊富に持っており、原因調査から問題解決まで迅速に行うことが可能です。
>>当社の「修理・メンテナンスサービス」について詳しくはこちら
更に、修理・メンテナンスだけでなく、リバースエンジニアリングも当社では対応可能です。
当社では、延べ3,000型の金型製作の実績で培った経験とノウハウをもとに、リバースエンジニアリングを行っております。現物を採寸・スキャンして同様に設計・製作しても、合わせを行う際は、職人による手作業の磨きで微調整が重要になります。
このように、リバースエンジニアリングにも対応可能ですので、成形不良で困っているが、図面がないから対応してくれる業者がいないというような場合でもまずは、一度ご相談ください!
>>当社の「リバースエンジニアリングサービス」について詳しくはこちら
成形不良を解決したプラスチック金型の修理・メンテナンス事例
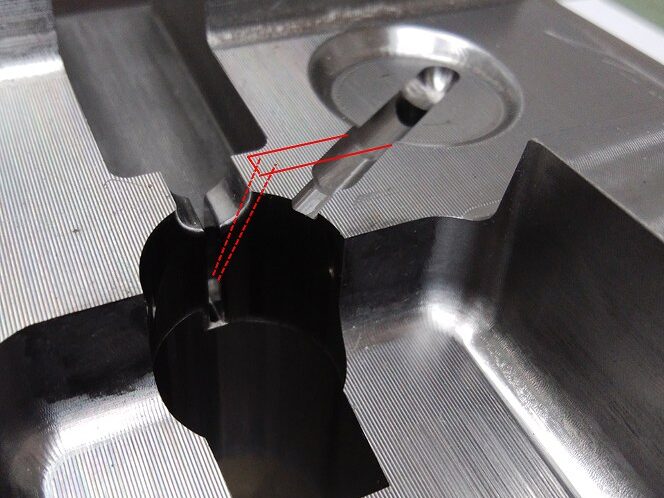
自動車センターパネル向け金型のエジェクタピン交換
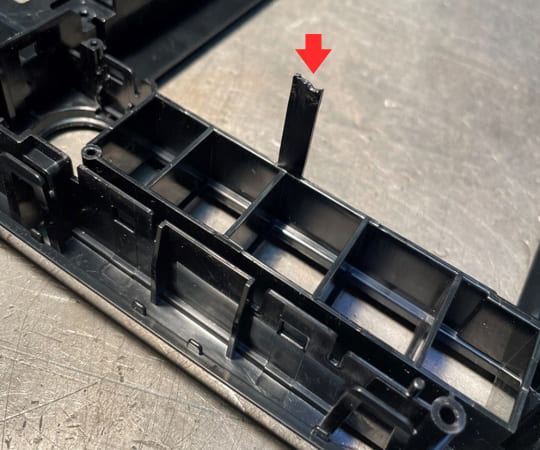
自動車部品メーカーのお客様から「ピンが折れてしまったため、早急に復旧ができないでしょうか?」とのご相談をいただきました。
当社工場にて、早急にピンの交換・修復を実施。また、離型性が悪いことによって起こる角エジェクトへの負荷が原因で、かじりも発生しておりましたので・・・
サッシ向け金型(海外製)のバリ修理

建材メーカーのお客様より、「製品にバリが発生している」とのことで修理・修繕のご相談をいただきました。
当社にて原因調査をし、図面が2Dのみだったため、まずは当社で3D図面を作成しました。また原因であったバリは肉盛溶接をすることで・・・
ガス抜きバルブ用金型を、ゲート位置変更によりウェルドを解消
電装部品向け金型の、ゲート増設によるウェルドの解消
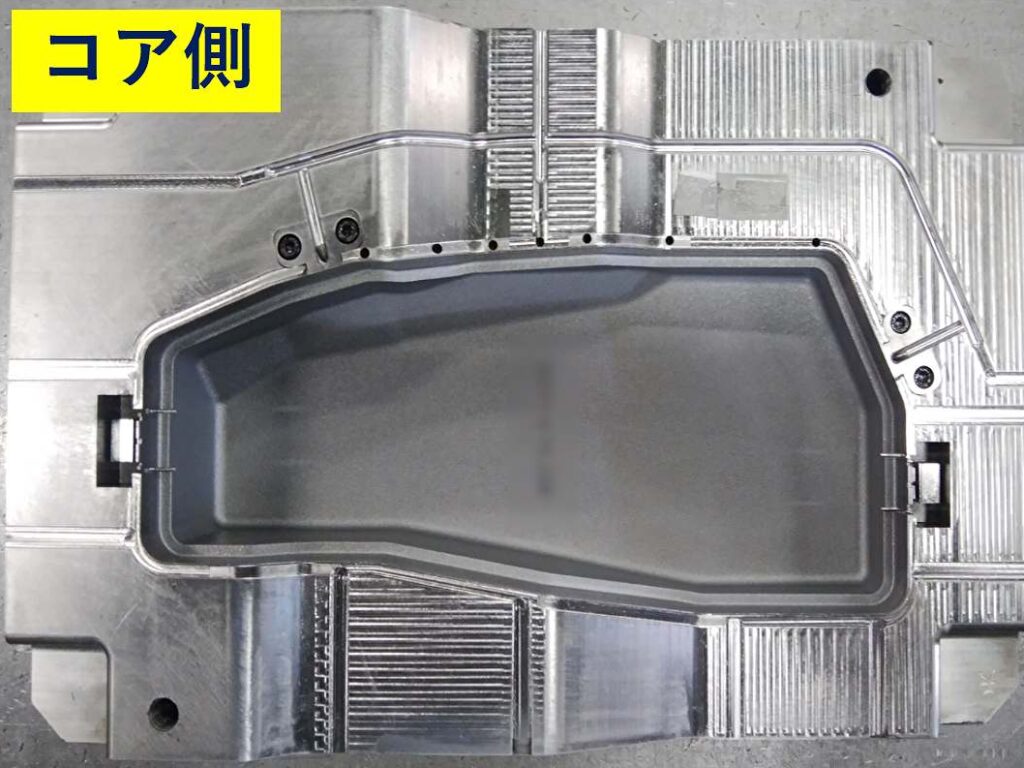
自動車の電装部品メーカー様より、「電装部品を収納するカバーを成形する金型で、ウェルドが発生して困っています。解消する方法は無いでしょうか?」というご相談がありました。
当社ではウェルド対策として、ゲート数の増設を提案しました。ウェルドを解消する方法はいくつかあり、金型温度を上げる、樹脂温度を上げる・・・
雑貨品向け金型のスライド作成とスプリング交換
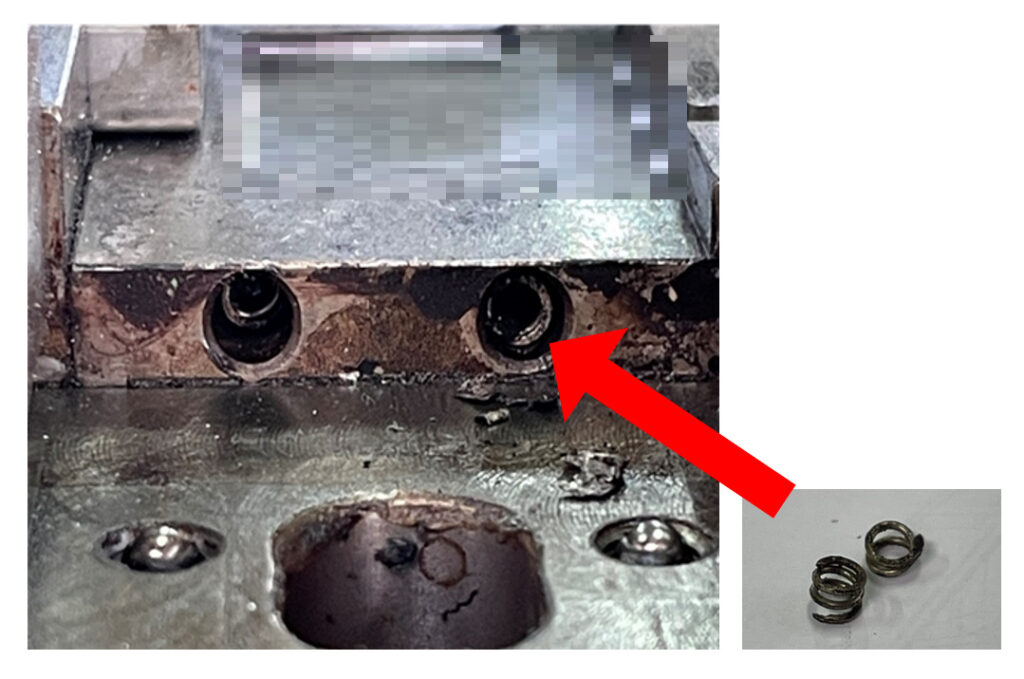
こちらの製品は、アンギュラピンがスライド部に接触したことで、スライドが破損してしまっておりました。またスライドだけでなく、画像の赤矢印部分の金型内のスプリングも破損しておりました。
スライドの破損については、図面がないため、現物を測定し新たなスライドを一から製作いたしました。スライド部品のため・・・
成形不良を解決するプラスチック金型の修理、メンテナンス、リバースエンジニアリングは当社にお任せ!
当社は、延べ3,000型の金型製作の実績で培った経験とノウハウをもとに、成形不良を解決する、プラスチック金型の修理、メンテンナス、リバースエンジニアリングを行うことができます。
さらに、修理、メンテンナス、リバースエンジニアリングだけでなく、成形不良を発生させないプラスチック金型の設計、製作可能です。
プラスチック金型に関するお悩みをトータルサポートいたしますので、金型に関するご相談やお困り事がございましたら、お気軽にご連絡ください。
この記事の執筆者
