技術コラム
プラスチック金型トラブル「エジェクタピンの折れ」の原因と対策
プラスチック金型の「エジェクタピンの折れ」とは?
エジェクタピンは、プラスチック成形品を金型から取り外すために使用されるピンです。
金型の一部であり、成形品が形成された後、エジェクタピンが動作して成形品を金型から外すことができます。
エジェクタピンが折れてしまうと、エジェクタ孔に空間が出来るので、樹脂がキャビティの外まで流れてしまい、そもそも成形出来ないというような問題が発生してしまいます。
エジェクタピンの折れが起こる原因
次に、エジェクタピンが折れる原因について解説していきます。
エジェクタピンの折れの原因は主に3点あり、
- エジェクタピンの穴がまっすぐではない
- エジェクタピンの材質が適切ではない
- 離型抵抗が強すぎる
などが挙げられます。
原因①:エジェクタピンの穴がまっすぐではない
特に海外製の場合、エジェクタピン穴がまっすぐではないことが多いです。エジェクタピンの穴がまっすぐでないと、エジェクタピンが動作した際に干渉してしまい折れてしまう可能性があります。
原因②:エジェクタピンの材質が適切ではない
エジェクタピンの材質が適切ではない場合も、折れてしまう可能性があります。材質に関しても、特に海外製の金型だとよく起こる問題になります。エジェクタピンの材質が適切でない場合、金型に対して柔らかすぎることから強度不足で、折れてしまうことがあります。
原因③:離型抵抗が強すぎる
エジェクタピンは製品を離型するする際に使用されますが、この際、離型抵抗が強すぎると突き出しピンが抵抗に負けてしまい(負荷がかかりすぎてしまい)折れてしまう可能性があります。
原因④:エジェクタピンが突き出した後に戻らない
エジェクタピンを離型時に突き出した際に、何らかの原因で戻らず、金型の型締めが行われ、スライド等の型構造と接触してしまうと、ピンは折れ、さらに金型自体も破損してしまいます。
エジェクタピンの折れの対策方法
エジェクタピンの折れが発生した場合、軽症であればピン交換を実施する修理方法が一般的です。しかし、上記で紹介したエジェクタピンの折れが発生する根本的な原因を解決しないことには、同じ現象が再発してしまいます。
ここでは、先ほど紹介したエジェクタピンの折れが発生する原因に沿って、各原因の対策方法を解説します。
対策①:エジェクタピンの穴をまっすぐあけ直す
「エジェクタピンの穴がまっすぐではない」という原因に対しては、まずはエジェクタピンの交換と合わせて、穴をまっすぐあけ直すという金型の加工が必要になります。
対策②:エジェクタピンの材質を変更する
「エジェクタピンの材質が適切ではない」という問題に対しては、エジェクタピンの交換が必要です。強度不足の場合は、使用しているうちにいずれピンが折れてしまいます。ピンが折れてしまう前に、交換する必要があります。
対策③:離型抵抗を抑える工夫を実施する
「離型抵抗が強すぎる」という問題については、離型抵抗を抑える工夫が必要です。
具体的には、 「抜き勾配を強くする」「突き出しピンを大きくする」「磨きを強化し抵抗を減らす」などが挙げられます。このような問題は特に、離型抵抗の問題は、金型を使用した始めた初期に起こりやすいトラブルです。
一方で、離型抵抗が原因で、ある程度時間経過してから折れてしまう場合もございます。金型には数百トンという荷重がかかりますので、時間経過の中で金型の面がつぶれてしまい、以前は綺麗に抜けていた箇所がアンダーカット形状になることで、離型抵抗が強くなってしまう場合があります。金型の変形が原因の場合は、金型の修理が必要になります。
対策④:グリスの追加&リミットスイッチの設置
「エジェクタピンが突き出した後に戻らない」という問題の多くは、グリス切れが原因で発生します。そのため、まずはグリスを追加し、問題が解決するかを確認します。
また、リミットスイッチを設置することで、万が一エジェクタピンが突き出した後に戻っていない場合でも、金型を型締める前に気づくことができ、エジェクタピンの折れや金型の損傷を防ぐことができます。
「エジェクタピンの折れ」の修理・メンテナンス事例
プラスチック金型 修理・メンテナンスナビが対応したエジェクタピンの折れの修理・メンテナンス事例をご紹介します。
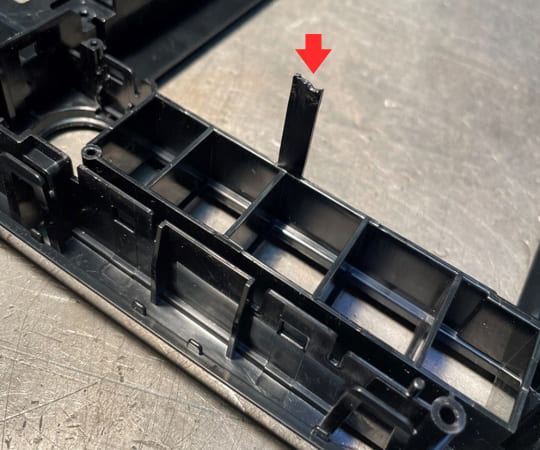
自動車センターパネル向け金型のエジェクタピン交換
自動車部品メーカーのお客様から「ピンが折れてしまったため、早急に復旧ができないでしょうか?」とのご相談をいただきました。
原因調査をしたところ、ピン折れが原因で樹脂が金型中に回ってしまっていることが分かり・・・

図面が無い移管金型のオーバーホール及びクリーニング
オーバーホールを行い原因調査をしたところ、エジェクタピンの摺動不良により、下がりきっていない状態で型閉めがされた際にスライドと干渉することで、穴破損が発生しておりました。
摺動不良の原因としては、角ピンにカジリが発生していたため、エジェクタピン新規製作・エジェクトピン穴修理・打痕復元・摺動調整に加えて・・・
プラスチック金型の「エジェクタピンの折れ」の修理なら、当社にお任せください!
『プラスチック金型 修理・メンテナンスナビ』は、金型修理の実績や成形不良対策のノウハウを豊富に持っております。エジェクタピンの折れが発生している金型の修理はもちろんですが、エジェクタピンの折れが今後発生しない金型設計のご提案まで当社で対応させていただきます。
エジェクタピンの折れをはじめとするプラスチック金型のトラブルにお困りの際は、お気軽にご相談ください。
この記事の執筆者
