技術コラム
プラスチック金型トラブル「キャビ取られ」の原因と対策方法
プラスチック金型の「キャビ取られ」とは?
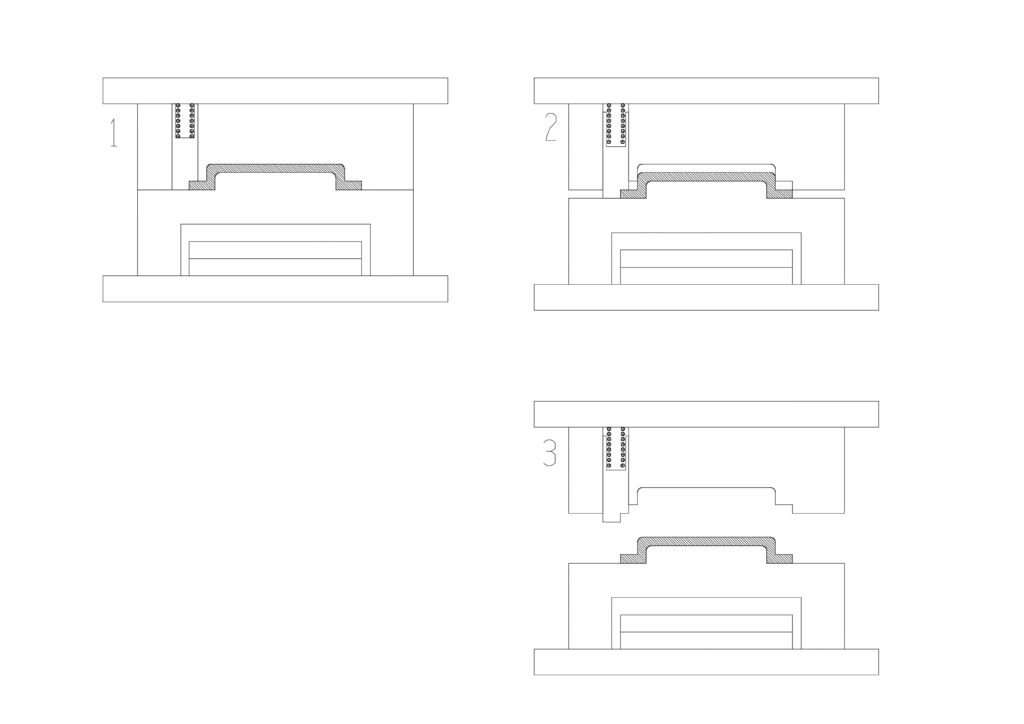
キャビ取られとは、プラスチック射出成形における型開き後、通常はコア側に張り付きエジェクタピンを用いて取り出す成形品が、キャビティ側に張り付いてしまうという成形不良です。
キャビ取られが起こると、取り出し工程を自動化している場合でも、キャビティから剥がすという手作業が生じてしまうため生産性が落ちてしまう、あるいは取り出す際に成形品表面が傷ついてしまうリスクが発生します。
キャビ取られが起こる原因
キャビ取られは、固定側の金型に成形品全て、あるいはその一部が残ってしまう成形不良です。つまり、キャビ取られは、固定側の金型の離型抵抗が大きいことで発生します。金型の可動側と固定側とを比較した際に、固定側の離型抵抗が大きい際に成形品は残ってしまいます。
固定側の金型の離型抵抗が、稼働側に比べて大きくなってしまう要因としては、
・金型内面の面粗さが粗い
・抜き勾配が小さい
・アンダーカットがある
・溶融樹脂が固化し切っていない
ということが挙げられます。
その他、射出成形において、オーバーパックという、必要以上に圧をかけた際に発生するトラブルも理由の一つとして挙げられます。
キャビ取られの対策方法
キャビ取られの対策方法は、
- 固定側の離型抵抗を小さくする
- 可動側の離型抵抗を大きくする
- 金型を改造しハネ出し機構を設置する
の主に3点あります。
①固定側の離型抵抗を小さくする
面相度が荒いことで離型抵抗が大きくなる傾向があります。そのため、磨きを強化することが有効な対策として挙げられます。
磨きを強化しても改善しない場合には、抜き勾配を改善することで、固定側の離型抵抗を小さくします。
②可動側の離型抵抗を大きくする
可動側の離型抵抗を大きくすることも、キャビ取られを防ぐために有効です。
シボ加工や放電加工を行うなどして、面相度を荒くすることで、離型抵抗を大きくすることができます。
その他、離型抵抗を大きくするために、製品のデザインや形状に問題がない場合はアンダーカットを設ける方法も有効です。
③金型を改造しハネ出し機構を設置する
金型を改造し、ハネ出し機構を設置することはキャビ取られを防ぐために有効です。
ハネ出し機構を設置することで、金型開閉に合わせたバネの伸び縮みにより、安定して成形品を押し出すことができます。
どこにハネ出し機構を設置するか、また適切なばねの強さの設定など、製品に合わせて細かく調整が必要になりますので、ハネ出し機構を設置するには専門的な知識、ノウハウが重要です。
プラスチック金型 修理・メンテナンスナビでは、このようなハネ出し機構の設置をはじめとした金型改造の実績についても多数ございますので、お気軽にお問い合わせください。
「キャビ取られ」の修理・メンテナンス事例
プラスチック金型 修理・メンテナンスナビが対応した「キャビ取られ」の修理・メンテナンス事例をご紹介します。

照明部品向け金型の機構変更によるキャビ取られの解消
照明部品メーカーのお客様より、「射出圧力を高く設定すると、赤丸部(※写真)の形状がキャビ側に取られてしまい、良品が生産できない」とのことで、当社にご相談がありました。当該金型は海外メーカーによる製作で、図面はあるものの、現物と0.1mm程度のズレがあるという状況でした。そこで・・・
>>詳しくはこちら
プラスチック金型の「キャビ取られ」の修理なら、当社にお任せください!
『プラスチック金型 修理・メンテナンスナビ』は、金型修理の実績や成形不良対策のノウハウを豊富に持っております。キャビ取られが発生している金型の修理はもちろんですが、キャビ取られが今後発生しない金型設計のご提案まで当社で対応させていただきます。
キャビ取られをはじめとするプラスチック金型のトラブルにお困りの際は、お気軽にご相談ください。
この記事の執筆者
