技術コラム
プラスチック金型の構造をご紹介!
プラスチック金型の構造とは

本記事ではプラスチックの金型の構造について詳しく解説いたします。
プラスチック用の金型構造は大きく2種類に分類されます。
2プレート金型:射出成形機に固定される固定側 と 金型開閉時に動く可動側の2つのプレートからなる金型です。
3プレート金型:中間部に中間プレート(ストリッパープレート)が存在し、金型開閉時には固定側と可動側含め、3つに分割される金型です。
上記2種類の金型が一般的ですが、それ以外にも3プレート以上からなる金型もあります。次にそれぞれの構造についてイメージ図を交えながら詳しく解説を行います。
プラスチック金型の構造:2プレート金型とは
2プレートの金型は金型の中でも一般的な金型構造とされています。プラスチック樹脂が充填された後、金型内で冷却固化した成形品は、金型の中央付近が2つに分割されて取り出されます。(下図参照)
このとき、2プレート金型は、以下の2つの主要な部分に分かれています。
固定側(キャビティー):金型の一部が射出成形機に固定される部分です。この部分には製品の形状を形成するキャビティ(型穴)が存在しています。
可動側(コア):金型の開閉時に動作する部分です。可動側にはゲートやエジェクターピンなどの機構が取り付けられています。
2プレート金型は具体的に下記のような構造をしています。
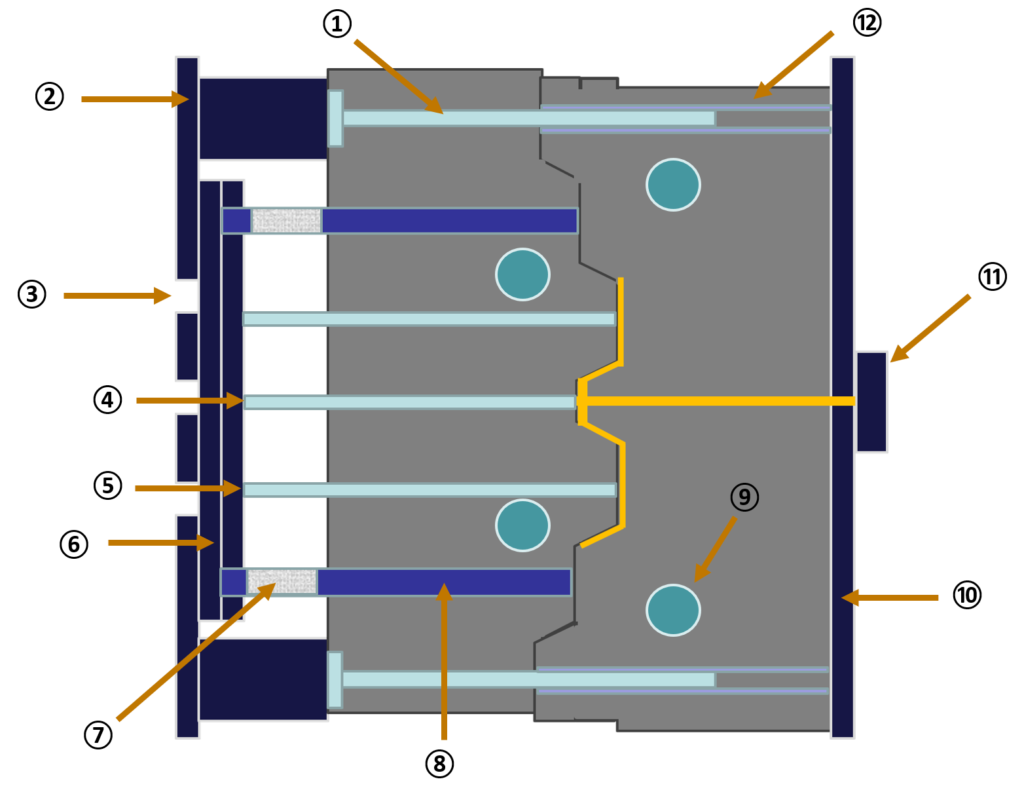
金型における各部品の名称は下記の表の通りです。
| 名称 | 概要 |
| ①ガイドピン | 金型の開閉時に可動側と固定側の位置を合わせるためのピン。 |
| ②可動側取付版 | 金型を成形機の可動盤に取り付ける為のプレート。 |
| ③エジェクターホール | 成形機のエジェクタ装置でエジェクタプレートを突き上げるために、突出しロッドが通る可動取付板に開けられた穴。 |
| ④スプルーロックピン | プラスチック樹脂が射出される箇所で、型開時にスプルーがスプルーブッシュから容易に離型できるよう末端部分がアンダーカットになっているピン。 |
| ⑤エジェクターピン(押し出しピン) | 成形品を金型から押し出して取り出すためのピン。 |
| ⑥エジェクタープレート | 一般的に上板と下板の2枚で構成され、成形品を金型から押し出すためにエジェクタピンやリターンピンを固定して作動させる板。 |
| ⑦リターンスプリング | 製品を押し出した後、スプリングの力でエジェクタプレートを元の位置に戻す役割を持つ。 |
| ⑧リターンピン | 押し出されたエジェクタプレートを元の位置に戻すためのピン。 |
| ⑨冷却管(水穴) | 金型に樹脂が流れ込んだ際に製品を冷却または温調するために水や油を通す穴。 |
| ⑩固定側取付板 | 金型を成形機の固定板に取り付けるためのプレート。 |
| ⑪ロケートリング | 金型を成形機に取り付ける際の位置決めに使用するリング。 |
| ⑫ガイドブッシュ | ガイドピンが合わさるブッシュ。 |
また、2プレート金型はゲートの有無等によって更に3つに分類されます。
※ゲート:射出成型機から金型へ樹脂を流しこむための入り口部分。
①ダイレクトゲート:プラスチック樹脂を直接スプルーから成形品に流し込むため、ゲートは必要ありません。
②サイドゲート:スプルーからランナーとゲートを経由してプラスチック樹脂を注入します。この方法は成形圧力を安定させる利点や特性を持っています。
③サブマリンゲート(トンネルゲート):金型が開いた時や成形品が取り出される時にゲートが切れる特徴を持つゲート構造です。
2プレート構造のメリット・デメリット
2プレート金型は、比較的シンプルな構造を持ち、作業効率が高く、製品の形状に特に複雑さがない場合に適しています。
2プレート金型は、保守運用コストが低いというメリットがあり、プラスチック製品の量産に広く使用されており、一般的な金型の選択肢の一つとなっています。
一方でデメリットとしては、複雑な形状には不向きであるという点です。また、一部の製品ではゲート痕(成形後の残骸)が残る可能性や、一部の形状制約が生じる場合があります。
プラスチック金型の構造:3プレート金型とは
3プレート金型は、プラスチック製品を形成するために使用される金型の一種です。2プレート金型と比較して、より複雑な形状や機能の製品を作成するために使用されることがあります。
3プレート金型は、2プレート金型で紹介した固定側と可動側に加えて、中間プレート(ストリッパープレート)という部分の3つで構成されます。
中間プレート(ストリッパープレート):固定側と可動側の間に配置され、金型開閉時に動作する部分です。ストリッパープレートには、製品の形状に連動するピンや部品が取り付けられ、金型開閉時にキャビティと製品を分離します。
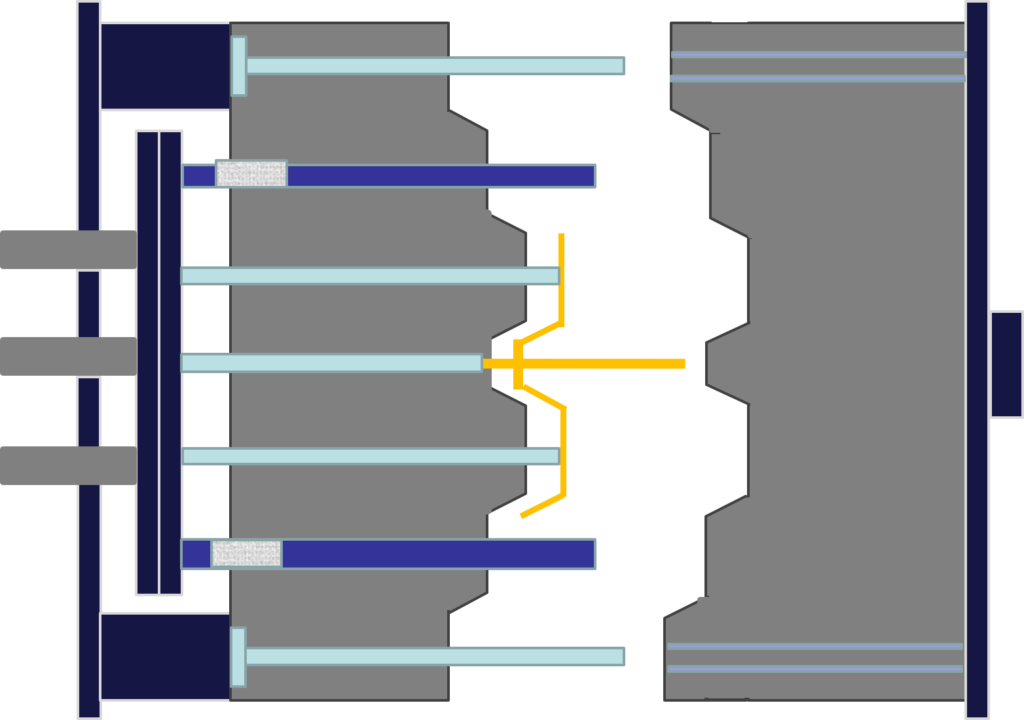
3プレート金型は具体的に以下のような構造をしています。

3プレート金型の動作は、射出成形機によって制御されます。溶融プラスチック材料が射出成形機から金型内のキャビティに注入され、冷却されて固まります。その後、金型が開かれ、ストリッパープレートが押し出されて製品が取り出されます。
3プレート構造のメリット・デメリット
3プレート金型は、特に複雑な形状や凹凸のある製品を作成することができます。ストリッパープレートの動作により、製品の形状に合わせた形状変化や複数のゲートの設置などが可能になります。
一方で、3プレート金型は2プレート金型と比較して構造が複雑であり、コストや製造工程の複雑さが増すことがデメリットです。金型内の要素が増えることにより、金型の動作や製品の形成において新しい調整や制約が生じる場合があります。
したがって、製品の要件や量産計画に応じて適切な金型の選択が必要となります。
プラスチック金型の設計・製作から、修理・メンテナンスまでワンストップで対応!
当社は、お客様の製品要件や量産計画に合わせて、最適な金型設計をご提案しております。また、当社はこれまで延べ3,000型以上の金型を製作してきた実績があります。
また、金型の設計・製作だけでなく、当社では修理・メンテナンス、洗浄・クリーニング、改造・修正などのサービスにも対応しています。設計からメンテナンス、修正までトータルサポートいたしますので、金型に関するご相談やお困り事がございましたら、お気軽にご連絡ください。
当社のプラスチック金型の修理・メンテ事例
「プラスチック金型 修理・メンテナンスナビ」が実施したプラスチック金型の修理・メンテ事例をご紹介します。
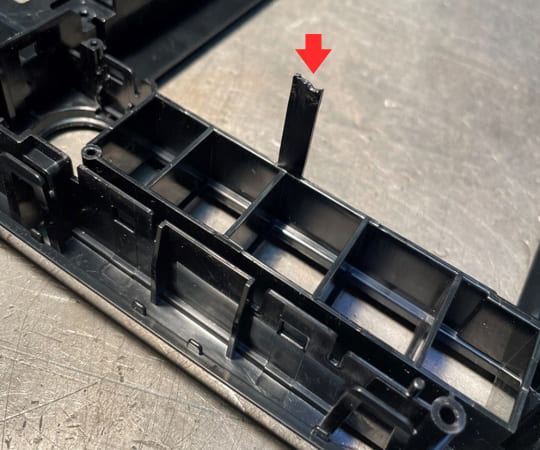
自動車センターパネル向け金型のエジェクタピン交換
金型を分解し、原因調査をしたところ、ピン折れが原因で樹脂が金型中に回ってしまっていることが分かりました。
当社工場にて、早急にピンの交換・修復を実施。アンダーカットの除去を行いました。
>>詳しくはこちら
サッシ用キャップ金型(移管金型)のかじり修理
当該金型は、エンドユーザー様より成形を移管された金型で、他社で設計製作を行っていることから図面が無い状態でした。まずはスプリングの交換を行い、変形箇所には切削及び肉盛修理を実施。さらに・・・
>>詳しくはこちら

図面が無い移管金型のオーバーホール及びクリーニング
エジェクタピンの摺動不良により、下がりきっていない状態で型閉めがされた際にスライドと干渉することで、穴破損が発生しておりました。
>>詳しくはこちら
プラスチック金型の設計・製作から、修理・メンテナンスまでお任せください!
プラスチック金型の設計・製作はもちろん、洗浄や修理、メンテナンス、改造まで、プラスチック金型に関してトータルサポートを行い、主に成形メーカー様の課題解決に貢献しております。
当社は、金型修理の実績や成形不良対策のノウハウから、設計・製作まで豊富な実績と経験がございます。
プラスチック金型でお困りの際は、お気軽にご相談ください。
この記事の執筆者